徐州高强度焊接式加重钻杆

详细介绍
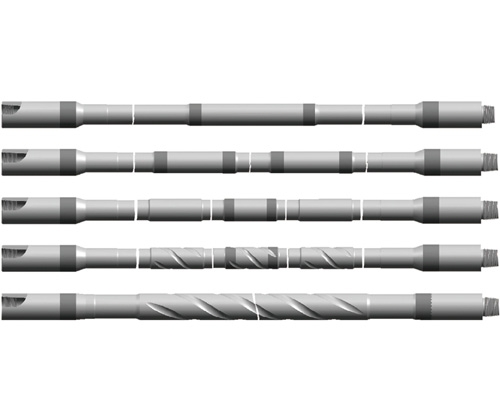
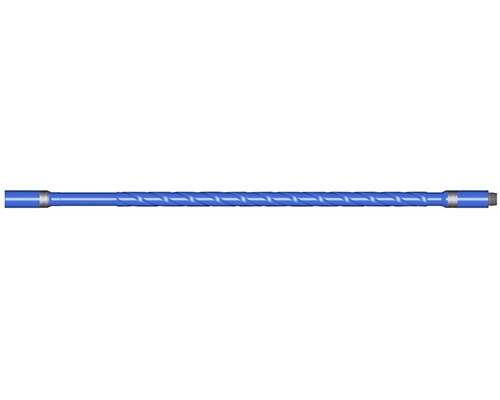
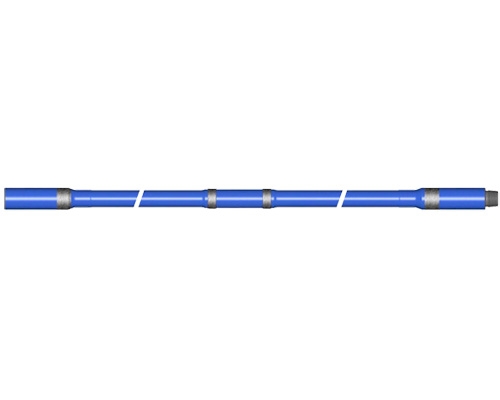
高强度焊接式加重钻杆
根据钻井的要求,作业环境含有硫化氢、普通加重钻杆耐磨性不好、报废周期短等问题,本公司研制出高强度焊接式加重钻杆。受控的管体屈服和硬度范围,更低的C、 S、P含量,使得更适合于含硫化氢环境。
高强度焊接式加重钻杆使用4130M的管体材料和4145H/4137/4130加重钻杆接头通过摩擦焊接而成。管体和接头采用淬火+回火处理,焊接区域全壁厚进行热处理。按照管体屈服强度可以分为75/90S/95/110/120钢级高强度焊接加重钻杆。
产品经中石化及相关油气田使用,抗磨损效果非常明显。
加重钻杆管体及接头化学成分要求
表1

加重钻杆管体、接头及焊区拉伸性能要求
表2

加重钻杆管体、接头及焊区冲击性能要求
表3

硬度要求:
接头表面硬度:在每一个经过最终热处理的加重接头表面轴向外表面进行硬度槽加工,并对表面进行硬度测试,测得表面硬度值范围应为285-341HB。
全壁厚硬度:按照ASTM A370标准,在管体/接头的全壁厚部位取一剖面环,环应被车削或者打磨平坦。在外、中、内进行洛氏/布氏硬度检测。管体最大壁厚HRC22,接头硬度应为293-331HB。
焊区表面硬度和横截面硬度均应小于HRC37,同一截面沿壁厚方向硬度差不大于HRC5。
金属显微组织要求:
晶粒度应为6级或更高(按照ASTM E112标准),不允许存在未回火的马氏体以及粗大的过热组织,各类非金属夹杂物微观分析级别(按照ASEM E45 A法)应小于2.5级。